


最终,我还是被6sigma洗脑了!

这是一个 工艺人员“老鬼”与6sigma博弈的故事! 主人翁亲自书写,QSS-质量六西格玛社团发表,长约3500字,以享读者。
先简要介绍一下我们集团,民企500强排名Top 200以内,年销售额过1000亿,细分行业排名中国第一、世界前十。
再介绍一下我们公司,坐落于美丽的城市DG,负责集团东南地区的生产、销售。公司今年利润率在集团内部独占鳌头。
再个人介绍一下,我叫张帅哥,在公司内部任职PE-工艺工程师,整天与产品、流程、工艺打交道,已经是 工龄10年+的“老鬼” 了啦。
10年的时间,说短不短,说长不长,但我已经积累了丰富的行业经验、产品经验、流程经验、工艺经验。每当走在车间里,伴随着徒弟们一声声“师傅、师傅”的问候声,心情那是一个“漂”啊,神仙也没我舒坦啊。
可徒弟们不知道,我也有 苦衷 啊:随着公司现场人力的缩减,产量不断的攀升,新品也是越来越多,我这个 PE压力山大 啊。尤其是近两年,生产现场24小时stand by,简直就是家常便饭;好不容易下班回家,晚上也经常要跑来公司,不是生产线断掉,就是各种品质事故,搞的我身心疲惫。同样是晚上睡觉,人家是一觉到天亮,我半夜得匀出3个小时去公司,每天睡不到5个小时,你说我苦不苦?这不,黑眼圈比熊猫还黑,发际线退缩的差点就秃顶了。
然而 “屋漏偏遭连阴雨” ,公司开始推行6sigma,要搞培训,要带项目,本来时间就紧张,这下更忙了。对于我们这些“老鬼”, 解决问题就是解决问题,聚焦现场,排查原因,不就得了。6sigma居然要搞6~8个月,要收集数据,还要反复验证,简直是“脱裤子放屁,多此一举”。
想给我们这帮老鬼洗脑, 前几年的Lean都不得行 (前几年公司推行Lean,除了人力被“精益”了很多,其他诸如效率、质量、现场事故率,反而更差了), 6sigma八成也是凉凉的节奏 。
但事实却并非如此,我这个老鬼,还是一步步被6sigma洗脑了。
那是2019年某产品的产能提升项目,面临较大的工艺挑战, 6sigma思维与我解决问题的传统思维发生了第一次大碰撞,结果。。。我输的心服口不服。
由于该产品客户需求急剧增大,产能极度需要提升,首先要做的是提高生产线速度。但产线速度的提升哪像嘴巴讲的那么容易,我们这颗产品全靠设备生产,一旦产线加速,该产品某工艺参数A(入槽偏转补偿量)的设置将成为“工艺瓶颈”, 参数A如果设置小了,产品会受力翻转;如果设置大了,产品会跳槽。
麻烦还不仅如此,每次切换订单或重新开机,我们工艺人员都需要根据产品产能需求,设定不同工艺参数C(生产速度),并调整工艺参数A(入槽偏转补偿量)、工艺参数B(旋转角度),与之匹配。这导致 生产过程产生不可避免的浪费 ,具体如下:
- 产品切换后或新开机后的第一盘产品,属于调试品,只能报废;如果一次调试不成功,第二盘产品也得报废;
- 在调试过程中,与工艺参数A、B相关的结构经常会发生故障,造成调机事故,调机事故占该产品生产过程事故90%以上;
- 另外,频繁且耗时的调机,我们工艺人员往往需要进行不定期的加班,24小时待命成为常态化;甚至于晚上也须跑去公司支持生产调机,我作为核心工艺人员,几乎每周有1~2个晚上跑去公司,来回路程加上调机时间,差不多要耗费我3~4个小时左右,劳碌命啊。
搞工艺的是真心苦、真心累 。设备本身差,不好调试,怪我们;调机慢了,生产人员死命催;调机不成功,被质量人员考核。虽然有调机SOP,但各参数还是要微调的,特别是这种产量需求激增的情况,工艺参数A、B、C都要不停的调试。参数就是这样,大一点,小一点,产品都不合格。Left or right,this is a question。左也不行,右也头疼,这些个工艺参数总是让我们工艺人员“左右为难”。
我一直在幻想,有没有一种方法,可以让我不再“左右为难”,最好能自动切换所有工艺参数,即实现“免调”?
抱着试试看的态度,我开始打开心扉,开始拥抱6sigma,希冀6sigma能帮我实现这个美好的幻想,让我不再“左右为难” 。
按照6sigma要求,我们成立了产能提升小组,我们小组全部成员,开始系统学习六西格玛DMAIC知识,在老师的指导下,开始DMAIC首次旅行。D阶段的定义问题,M阶段的测量问题,A阶段的真因分析,I阶段的改善方案以及C阶段的改善落地。
虽然初次学习6sigma不是很精深,但也足够让我震撼的了 。我感觉到DMAIC的逻辑严谨性,与我之前解决问题的片面性(姑且称之为经验主义吧),形成鲜明的对比。我开始 剖析这两者之间的优劣 :
- 经验主义凭经验直觉判断问题、解决问题,基本上找原因靠“猜测”、解决问题靠“尝试”。经验主义最大的优点是“快”,现场排查问题、解决问题,必须快速,毕竟有好几个部门盯着我们呢。但经验主义也有很大的弊病,比如某问题一直发生,也一直在解决中,但始终无法彻底解决,谓之“反反复复”;多个问题交织在一起,解决了这个,另一个跳了出来,谓之“此起彼伏”。如上述案例, 我个人最大的苦楚就是:我一直在解决问题,但从来就没有真正解决掉这个问题。 培训现场,老师说我从来没有“一劳永逸”的解决这个问题,我被老师怼的无话可说。
- DMAIC凭严谨的逻辑流程分析问题、解决问题。如果说经验主义最大的优点是“快”,DMAIC则是太“慢”了,从最初的定义问题到最后的措施落地,长达6~8个月的周期。真拿这套去解决现场的问题,黄瓜菜早就凉了。但老师说“一些个老大难问题,想一劳永逸的解决,只能这样”。 想想也对,从哲学的角度,Quick win, quick loss 欲速则不达。
虽然踏上6sigma的船,我对上述案例的“一劳永逸”的解决还是很忧虑的,甚至还暗自庆幸,最好是6sigma失败,否则,我10几年的经验岂不喂狗了 。
老师就是个慢性子,按步就班、不急不躁,感觉就是在“套”DMAIC,先用六要素定义问题,再研究流程,确定数据收集点,进行MSA及数据收集,分析过程能力是否受控并研究过程能力是否稳定,接下来就是要找潜在因子,并通过假设检验验证是否真因,也可以使用DOE-实验设计寻找各因子间的最优解,最后是落实改善措施和验收、固化改善成果。
老师还针对我们组,强调对于多因子的最优解,在确定都是真因的前提下,用DOE进行找寻各参数的最佳组合。我们组在反反复复做了几次DOE之后,终于摸索到了上述案例工艺参数A、B、C的最佳组合。DOE输出的结果真的很震撼,不仅产线速度上来了,质量也比之前好很多。而且 我在之前的调试中曾经多次无限靠近这个最佳组合,但就差那么一点点,没有击中“靶心” 。老师解释说我们人脑比较擅长线性思维,对于这种多元甚至交叉的情形,比较无力。没有击中“靶心”,何谈一劳永逸的解决问题?我再一次被老师怼的无话可说。
接下来的事情就简单了, 我们组赶紧找设备、电气工程师,把上述工艺参数A、B、C的DOE方程式及最佳组合编写进设备程序中,下次生产时,可根据产品不同的生产速度,直接调用工艺参数A、B的最佳配比。有了这个匹配的数据库,我们组完美的完成上述案例课题。
胜利的喜悦萦绕在我们团队周围,而我也开始主动接受6sigma,虽然有点口服心不服。 下一个“老大难” 问题,某产品的核心参数稳定性问题,cpk一直做不到1.0; 如果6sigma再赢我一次,我就愿赌服输,心甘情愿被洗脑,彻彻底底的加入6sigma阵营 。
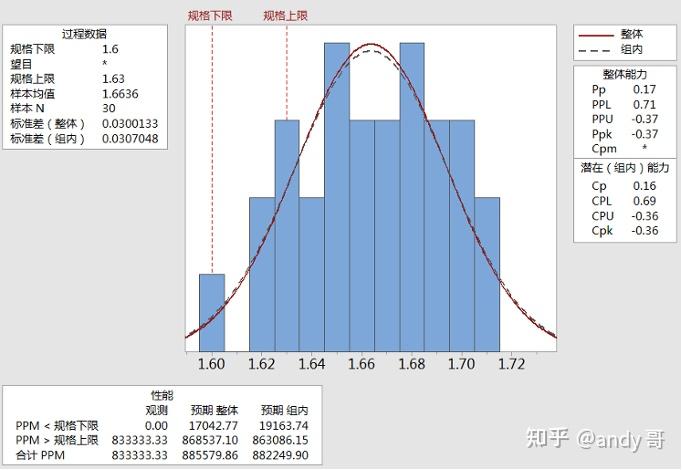
这个项目最初的过程能力,cpk=-0.36极差,我们项目组的目标是提升至cpk=1.0。

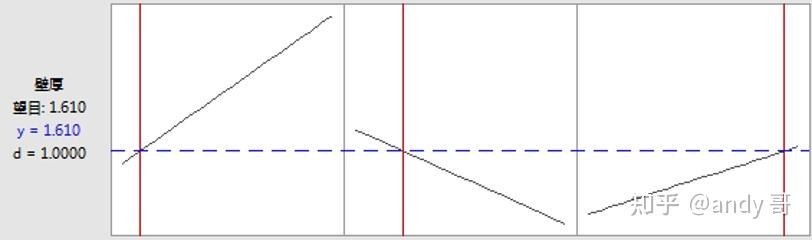
这一次,老师帮我们带来不一样的分析思路,首先排除机台/班组之间是否存在差异(数据都不用重新收集,MES里面有的是)

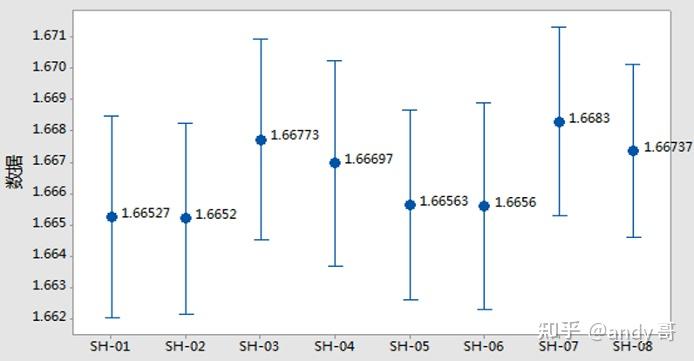

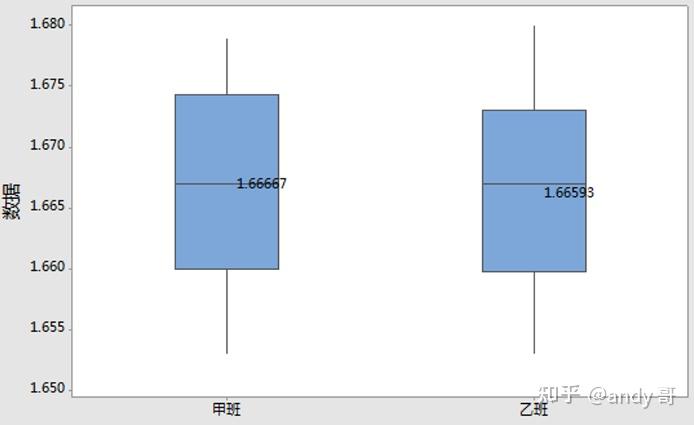
图形分析结合统计分析,最终排除设备/班组之间的差异,剩下了就是common cause,如模具结构的问题。
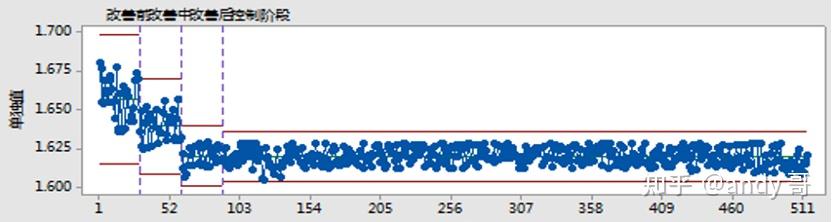
那就深挖因子吧,没什么好方法,头脑风暴/C&E矩阵/FMEA/柏拉图轮番上阵,总计识别出9个潜在因子,5个走快赢路线,4个进行A阶段假设检验
快赢之后,cpk提升到0.48

假设检验之后,居然有1个因子被否决了,这 完全颠覆了我对该因子的认知。难道这10来年的经验,抵不过1个小小的假设检验,简直是匪夷所思。
先不管他,继续往下推进,剩下3个因子交织在一起,有请DOE出马,这回比较顺利,才2遍就拿到最优解。

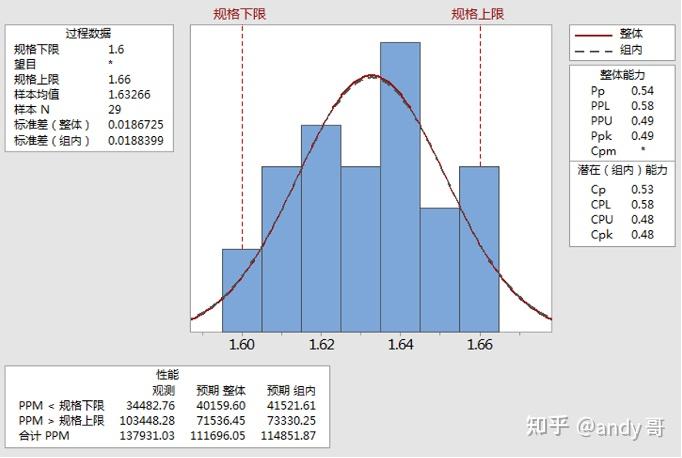
接下来就比较熟悉了,内嵌、固化这几个过程参数的DOE方程式及最优解。生产过程越来越稳定,cpk改善至1.08左右。


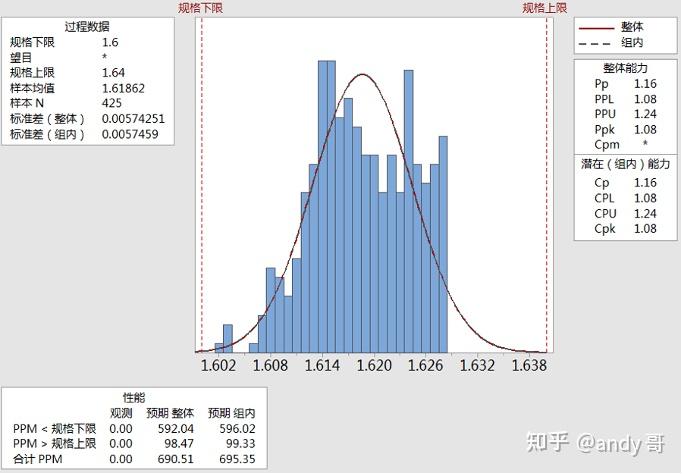
预估不良率不到700ppm,实际运行1个月左右,无论是自检还是质量人员抽检,均未发现不良。
随着第2个老大难问题的“一劳永逸”的解决, 我再一次被震撼到,也彻底拜服在6sigma门下。
- 作为老工艺人员,我很感慨,有了6sigma,工艺参数的最优解随之而来,工艺瓶颈不再是老大难问题,生产过程更稳定了,产能、质量双双获得了提升。
- 作为老工艺人员,我很骄傲的宣布,有了6sigma,我再也不用“左右为难”,再也不用“劳碌命”,工作绩效和家庭生活双双得到改善。
- 作为老工艺人员,我很负责任的告诉大家,有了6sigma,我有信心挑战任何“老大难”问题。
最终,我还是被6sigma洗脑了!
