1.功能特点:
(1) 6轴联动,适用火焰,等离子切割各种H钢,槽钢,L形钢,T形钢异形型材的下料。
(2) 可以做到不需编程,自带标准图库。
(3)图库包括:多种截断方式,在任意平面上直切圆孔,矩形孔,转角切,转角矩形孔切,L型安装孔切,长圆孔,可进行直线,圆弧转角切在线编程,图文并茂。
(4)灵活的推料方式。
(5)与各种相贯线套料软件兼容。
(7)10个内嵌式的PLC宏指令,可灵活的控制外部输出逻辑。
(8)平面上支持直接引入平面加工程序(由其他套料编程软件支持的)。
(9)单个程序块编好后,可无限复制成连续加工段。
(10)所有的图形单元都有标准的宏指令,可使用这些宏指令,在普通电脑上离线编程,且编程方式非常简单。
2. 基本型号:
(1) SF-2600FG
六轴异型管切割系统(7寸液晶显示)
1>
用户编程形象简单。只需填入相应的参数,可在一个管子上连续自动生成多点母管和支管的切割(和焊接)程序。
2>
丰富的图库,包括任意对接的三通管(母管和支管),管截断,任意多边形,支持循环加工。
3>
通过示教编程,可灵活生成自己的加工轨迹。
4>
通过六轴联动控制,确保加工(切割)出来管子变角度坡口,可达到两管配合后焊道等宽的效果。
5>
图形拼接功能,可以一次输入参数,直接生成全部加工代码;
6>
具有割缝补偿,原轨迹回退功能;
7>
断点恢复,自动断电恢复功能,断点自动记忆;
8>
任意选段和选穿孔点加工功能;
9>
回退,选段,断点恢复中, 可任选穿孔位置等功能,极大方便用户的操控;
10>
参数示意图形象生动;
11>
采用了特殊的小线段处理功能,行走流畅;
12>
可以实现非相贯切割,在管子上切割出任意的其他图案;
13>
非相贯切割时的割缝补偿功能;
14>
中英文操作界面转换,动态图形显示,1~8倍的图形放大,动点自动跟踪,采用U盘读取程序和及时软件升级。

(2) SF-5610FG/6D (15寸液晶显示 功能同上)

北京斯达峰控制技术有限公司
售前咨询电话:18901200180
微信公众号:

1. SF-2600FG/6D
六轴异型管切割系统
(1)
处理器: 采用工业级ARM处理芯片;
(2)
显 示: 7英寸(800*480)彩屏液晶显示;
(3)
输入\输出:系统提供24路光电隔离输入,16路光电隔离输出;
(4)
联动轴数: 6轴;
(5)
最高速度: < 24米/分
(6)
脉冲当量: 灵活调整,电子齿轮分子,分母(1~65535)可选;
(7)
存储空间:4G超大用户程序存储容量,加工程序不受限制;
(8)
工作温度:
0℃ ~ +40℃;储存温度 : -40℃ ~ +60℃ ;
系统外观及安装尺寸


2. SF-5610FG/6D
(1)
采用ARM处理器,32位高性能低功耗CPU,主频最高可达300Mhz。
(2)
六轴联动,X,Y,Z,A(方位角),B(坡口角),C(辅助轴)。
(3)
15英寸高分辨率(1024*768)LCD显示器。
(4)
16路输入/16路输出,输入输出采用全光耦隔离,抗干扰性能好,尤其可抵抗等离子干扰。
(5)
内部32M内存, 外部8G SD卡程序存储器,可实时保存数据和切割进度,轻松解决断电数据丢失的问题。
(6)
两路0-10V模拟量输出,可控制切割的电压,电流。
(7)
一路串口,或CAN总线数据通道。
(8)
一路USB数据通道。
(9)
超大规模可编程硬件插补器,控制分辨率为0.001毫米,运行速度25米/分。
(10)
图形处理功能,可对图形进行旋转、镜像、选行、选穿孔点、缩放等功能。
(11)
完善的文件管理系统,可以直接读取、复制、删除、粘贴本机和U盘的文件。
(12)
工作环境:温度0~50℃(32~122℉)。
(13)
相对湿度:95%无结露。
系统外观及安装尺寸


异形钢材下料切割数控系统
SF-2600FG/6D
SF-5610FG/6D
一.概述
1.
基本加工形式
数控系统适用于各种异形钢材的切割加工,具体见下图。
系统具有图库标准件编程,示教编程,G指令编程等多种编程工具和手段。系统具有根据工程需要智能排料等功能。
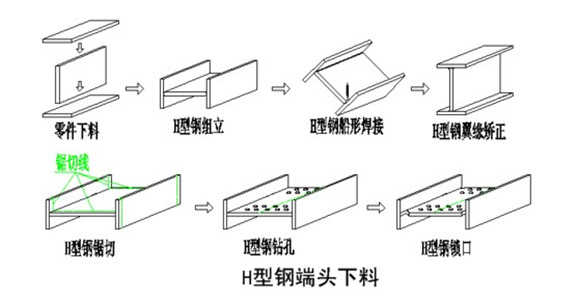
(1)H型钢端头下料
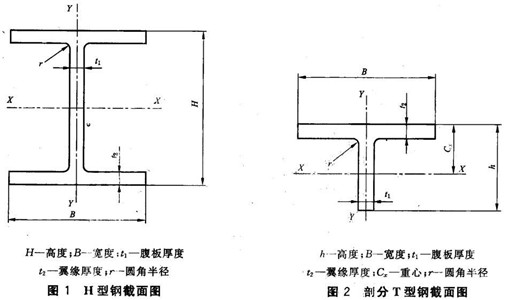
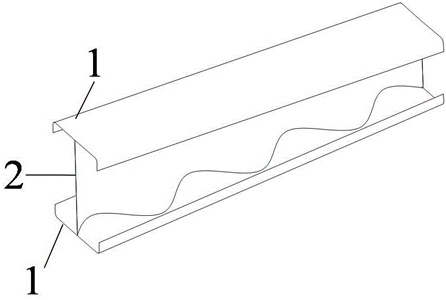
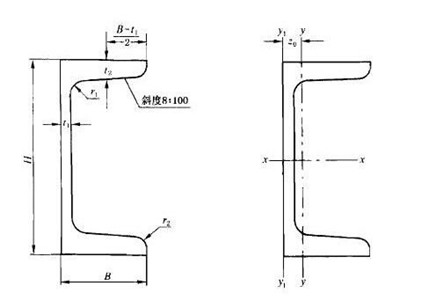
(2)H型钢(含异形)的加工
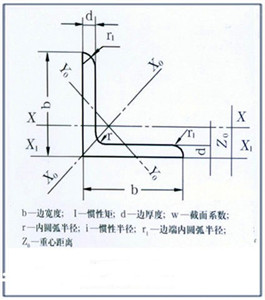
(3)L型钢的加工
(4)T型钢的加工

(5)槽钢的加工
2.
加工设备基本形式

图1.5 异形钢材加工设备基本形状
该设备应具有几个显著特征.
(1) 单轴旋转式的切割回转头。
(2) 固定台面。
(3) 型钢单边定位。
(4) 后台辅助推料。
3.
数控系统的基本组成
实际系统需要5个轴X,Y,Z,A(割枪回转头),B(推料)。数控系统如下图:

图1.6 SH-2600S/HG 数控系统图

图1.7 SF-2600FG/6D 安装尺寸图
技术指标
l 处 理 器:采用工业级ARM 嵌入式处理芯片;
l 显 示:7英寸彩屏(800X480)液晶显示;
l 输入/输出:系统提供24路光电隔离输入,20路光电隔离输出;
l 两路模拟电压输出(DC 0-10V),可分别控制电压,电流
l 联动轴数:6轴联动;
l 最高速度:<24米/分;
l 脉冲当量:灵活调整,电子齿轮分子,分母(1~65535)可选;
l 存储空间:32G超大用户程序存储容量,加工程序不受限制;
l 工作温度:0℃ ~ +40℃;储存温度 : -40℃ ~ +60℃。
(1)
选配件1,外接无线遥控器。

图1.8 无线遥控器
(2) 选配件2,有线遥控器

图1.9 选配件,有线遥控器
(3)选配件3,有线触摸屏遥控器

图1.10 选配键,带触摸屏的手控示教盒
二.系统编程
为了方便客户的使用,SF-2600S/HG 提供了三种编程方法,分别是:
l
图库编程
l
示教编程。
l
G指令编程。
1.
图库编程方法。
系统提供了20多种图形编程方法,如下:

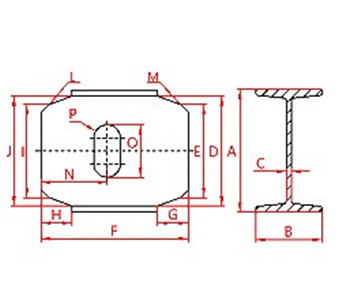
图2.1 H型钢端口加工-图库单元
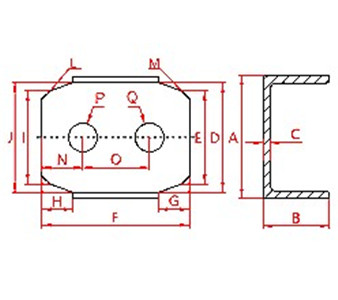
图2.2 槽钢端口加工-图库单元
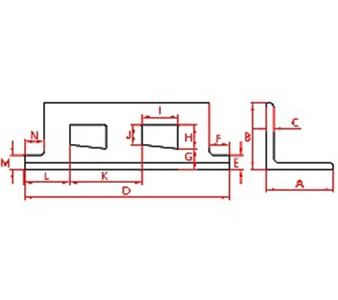
图2.3 角钢端口加工-图库单元
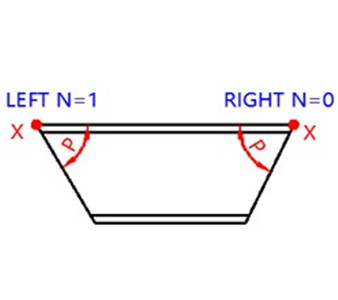
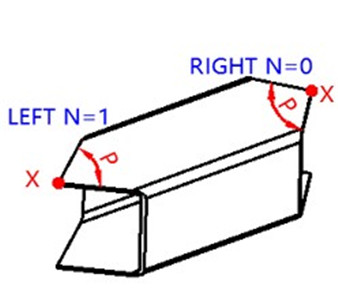

图2.4 异型管材的各种截断-图库单元
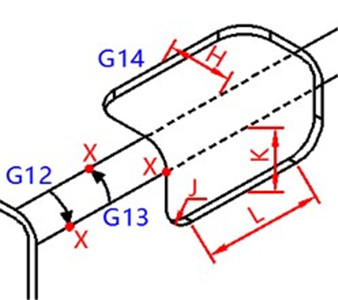
图2.5 槽钢,角钢的转角切--图库单元
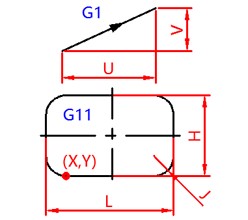
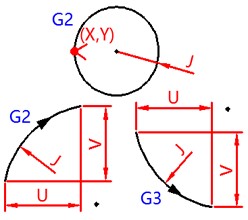
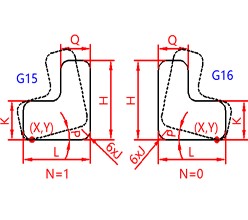

图2.6 各种几何图形的加工-图库单元
2.
示教方法编程。
对于更复杂的工件要求,系统提供示教编程的方法。由于系统采用了机床坐标系和工件坐标系,同时使用。非常方便操作工对示教工件的理解。系统采用空间定点转(枪尖不动,三轴联动转角),提高了示教的工作效率,有效的避免了割抢的碰撞发生。
示教功能包括:空行,直线,圆弧,整圆,固定转,转角切等功能。
3.
标准G指令编程。
系统支持标准的G指令,和本公司扩展的G指令编程。编程时完全按照工件坐标系编写,或直接从任意CAD\CAM中生成的程序。系统自动完成工件坐标系与机床坐标系的转换,方便操作工的使用,避免了割枪与工件的碰撞。
三.智能排料功能
从工程的角度来看,特别是标准长度的料坯,同一种型材多种规格的情况下,可以使用系统的智能排料功能。见工程下表:
型材一,工程用料加工表
|
序号
|
规格
|
间隔(毫米)
|
总数
|
余数
|
调用程序
|
|
1
|
XL1750
|
3000
|
100
|
75
|
XL1750.NC
|
|
2
|
XL1751
|
1500
|
300
|
213
|
XL1751.NC
|
|
3
|
XL1760
|
2300
|
300
|
180
|
XL1760.NC
|
|
..
|
|
|
|
|
|
|
N
|
XL1889
|
500
|
600
|
450
|
XL1889.NC
|
型材二,工程用料加工表
|
序号
|
规格
|
间隔(毫米)
|
总数
|
余数
|
调用程序
|
|
1
|
XL2750
|
3000
|
100
|
75
|
XL2750.NC
|
|
2
|
XL2751
|
1500
|
300
|
213
|
XL2751.NC
|
|
3
|
XL2760
|
2300
|
300
|
180
|
XL2760.NC
|
|
..
|
|
|
|
|
|
|
N
|
XL2889
|
500
|
600
|
450
|
XL2889.NC
|
执行智能排料时,系统会根据《工程用料加工表》的要求,最大限度的利用坯料,智能安排加工顺序。省料的效果非常明显。
可配套我公司以下产品:
-
无线遥控器 SF-RF06A
-
方管切割套料软件
-
可配套我公司调高控制器和平行四边形回转头。
下载地址:

